



Production: Where Engineered Designs Become Tangible, Reliable Reality
A design, however elegant, is merely a promise. A specification, however detailed, is merely an aspiration. The moment of truth—the point at which abstract concepts and digital models transform into physical, operable equipment—occurs in production. This is where steel is cut, welded, and assembled; where motors are mounted and drives calibrated; where systems are tested and validated before shipment. This is where promise becomes proof.
For many automation providers, production is a procurement exercise—a process of sourcing components from multiple suppliers and assembling them into a functional whole. Quality depends on the weakest link in a fragmented supply chain; delivery depends on the slowest supplier in a network of dependencies; cost is inflated by multiple layers of markup and margin.
KINGSHELVING’s approach to production is fundamentally different. We are not assemblers of others’ components; we are manufacturers of our own systems. Our 15,000 m² production facility is not a warehouse for third-party parts—it is a fully integrated manufacturing operation where raw steel enters and finished, tested, certified equipment exits. This vertical integration is not a marketing statement; it is a structural advantage that defines every aspect of our quality, delivery, and performance.
Core Positioning: The point of truth where engineered designs transform into physical, operable equipment; the manufacturing discipline that converts promise into proof.
Strategic Value: Vertical integration delivers uncompromising quality, predictable delivery, and competitive cost—all controlled in-house, not dependent on external suppliers.
KINGSHELVING Philosophy: We are not assemblers; we are manufacturers. Production is not a procurement exercise—it is a core competency that defines our quality, delivery, and performance.
I. The Production Imperative: Why Manufacturing Matters
The Fragmentation Problem
Conventional automation supply chains are fragmented and opaque. A typical project involves:
Steel suppliers: Providing raw material to multiple fabricators
Rack fabricators: Manufacturing structural components to varying quality standards
Component suppliers: Providing drives, motors, sensors from multiple brands
Equipment manufacturers: Producing cranes, shuttles, conveyors as standalone products
Integrators: Assembling these disparate elements into a functioning system
Each handoff introduces risk: quality variation, schedule uncertainty, cost inflation, and coordination complexity. When problems arise, accountability is diffuse—suppliers blame fabricators, fabricators blame integrators, integrators blame suppliers. The client bears the ultimate risk.
The Integration Advantage
KINGSHELVING’s vertically integrated production collapses this fragmented chain into a single, controlled process:
Single point of accountability: One organization responsible for design, manufacturing, assembly, and testing
End-to-end quality control: Every process—from steel receipt to final test—under direct supervision
Schedule certainty: No dependencies on external suppliers; production sequenced and managed internally
Cost transparency: No stacked margins; direct visibility into true manufacturing costs
Rapid response: Issues identified and resolved immediately, not escalated through supply chain tiers
The Scale of Production
KINGSHELVING’s production capability is substantial and continuously invested:
Facility: 15,000 m² dedicated manufacturing space
Workforce: Skilled fabricators, welders, assemblers, technicians, and quality engineers
Equipment: Advanced roll-forming lines, robotic welding stations, CNC machining centers, test facilities
Throughput: Capacity to produce thousands of tons of racking and hundreds of crane systems annually
Quality systems: ISO-certified processes, documented procedures, continuous improvement programs
Conventional supply chains are fragmented, opaque, and risk-prone—multiple handoffs, diffuse accountability, stacked costs.
Vertical integration collapses the chain into a single, controlled process—single accountability, end-to-end quality, schedule certainty.
KINGSHELVING’s production scale—15,000 m² facility, skilled workforce, advanced equipment, substantial throughput, certified quality systems.
II. The Production Facility: Where Precision Is Engineered
Raw Material Receiving and Storage
Quality begins with materials. KINGSHELVING’s production process starts with rigorous incoming inspection:
Certified steel: All raw steel procured from approved mills with full material certifications
Incoming inspection: Visual and dimensional inspection of all received materials; non-conforming materials rejected
Inventory management: FIFO rotation, protected storage, environmental controls where required
Traceability: Each coil and plate tracked by heat number, certification, and receipt date
Roll-Forming and Fabrication
Racking components are produced on advanced roll-forming lines:
Precision tooling: Custom-engineered roll sets produce consistent profiles within tight tolerances
In-line punching: Holes for beams, connections, and accessories punched during forming—ensuring perfect alignment
Length control: Automated cut-off systems with ±1 mm accuracy
Surface preparation: Cleaning and pretreatment before coating
Robotic Welding
Critical connections are welded by automated robotic systems:
Programmable parameters: Welding current, voltage, travel speed optimized for each joint type
Consistent quality: Robotic welding eliminates the variability of manual processes
Penetration control: Automated monitoring ensures full weld penetration every time
Inspection: Visual and, where required, non-destructive testing of critical welds
CNC Machining
Precision components are produced on CNC machining centers:
Milled and drilled components: Bearing housings, drive bases, custom fittings
Tight tolerances: Machining to ±0.1 mm where required
Surface finishing: Grinding, polishing, and coating as specified
Coating and Finishing
Corrosion protection is applied through multiple processes:
Pretreatment: Multi-stage cleaning, phosphating, and sealing
Powder coating: Electrostatic application of polyester powder; cured in controlled ovens
Hot-dip galvanizing: For extreme environments, components are galvanized per ISO 1461
Inspection: Coating thickness, adhesion, and appearance verified for every batch
Assembly and Integration
Components are assembled into complete systems:
Sub-assembly: Cranes, shuttles, lifts assembled in dedicated work cells
Integration: Mechanical, electrical, and control systems integrated before shipment
Fit-up verification: Critical interfaces checked for alignment and clearance
Pre-shipment configuration: Systems configured with client-specific parameters where possible
Material control: Certified steel, incoming inspection, full traceability from heat to finished product.
Roll-forming: Precision tooling, in-line punching, automated cut-off—±1 mm accuracy.
Robotic welding: Programmable parameters, consistent quality, penetration control, inspection.
CNC machining: Tight tolerances (±0.1 mm) for precision components.
Coating: Pretreatment, powder coating, hot-dip galvanizing options; batch-level inspection.
Assembly: Sub-assembly, integration, fit-up verification, pre-shipment configuration.
III. Production Processes: From Steel to System
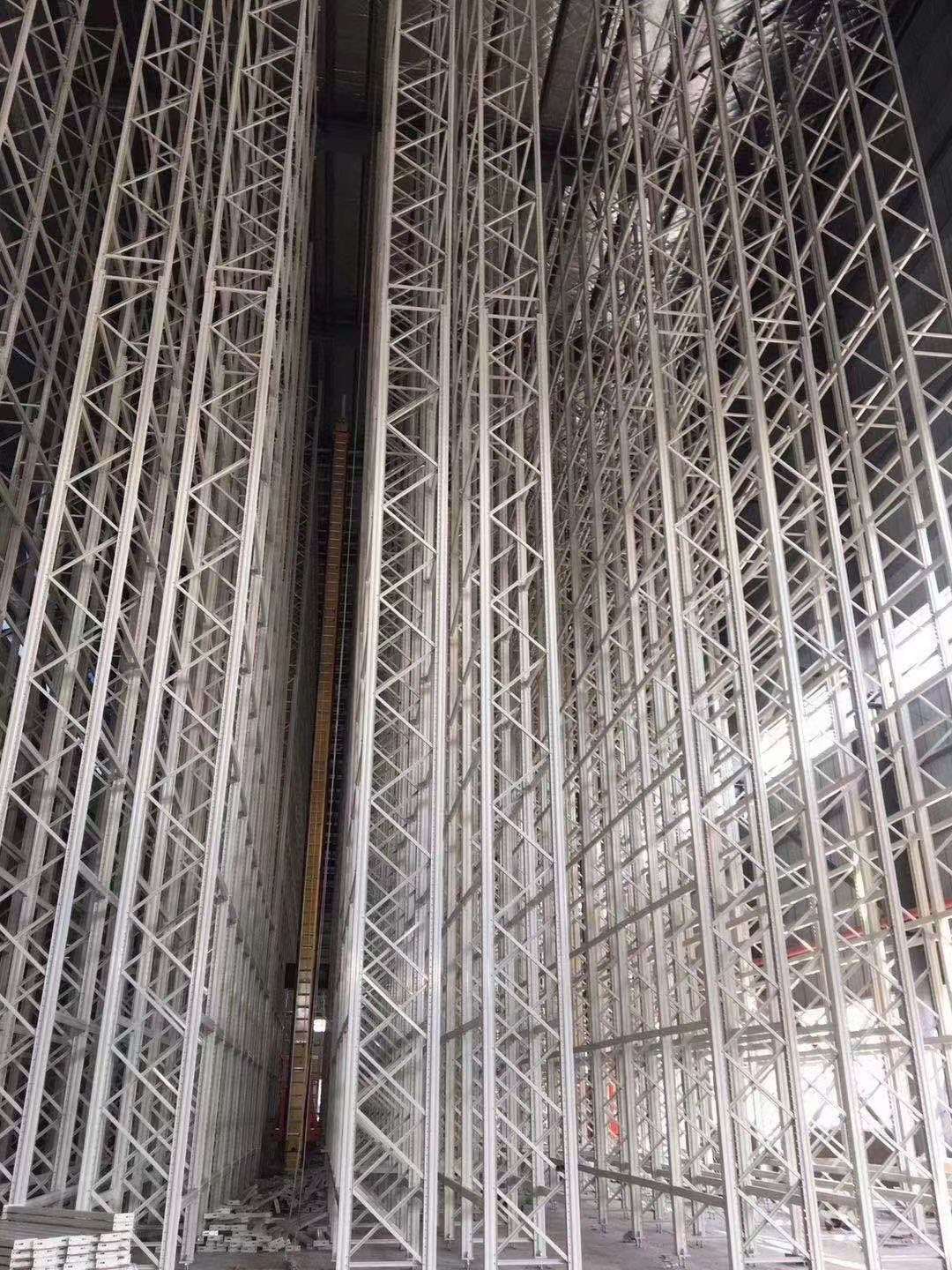
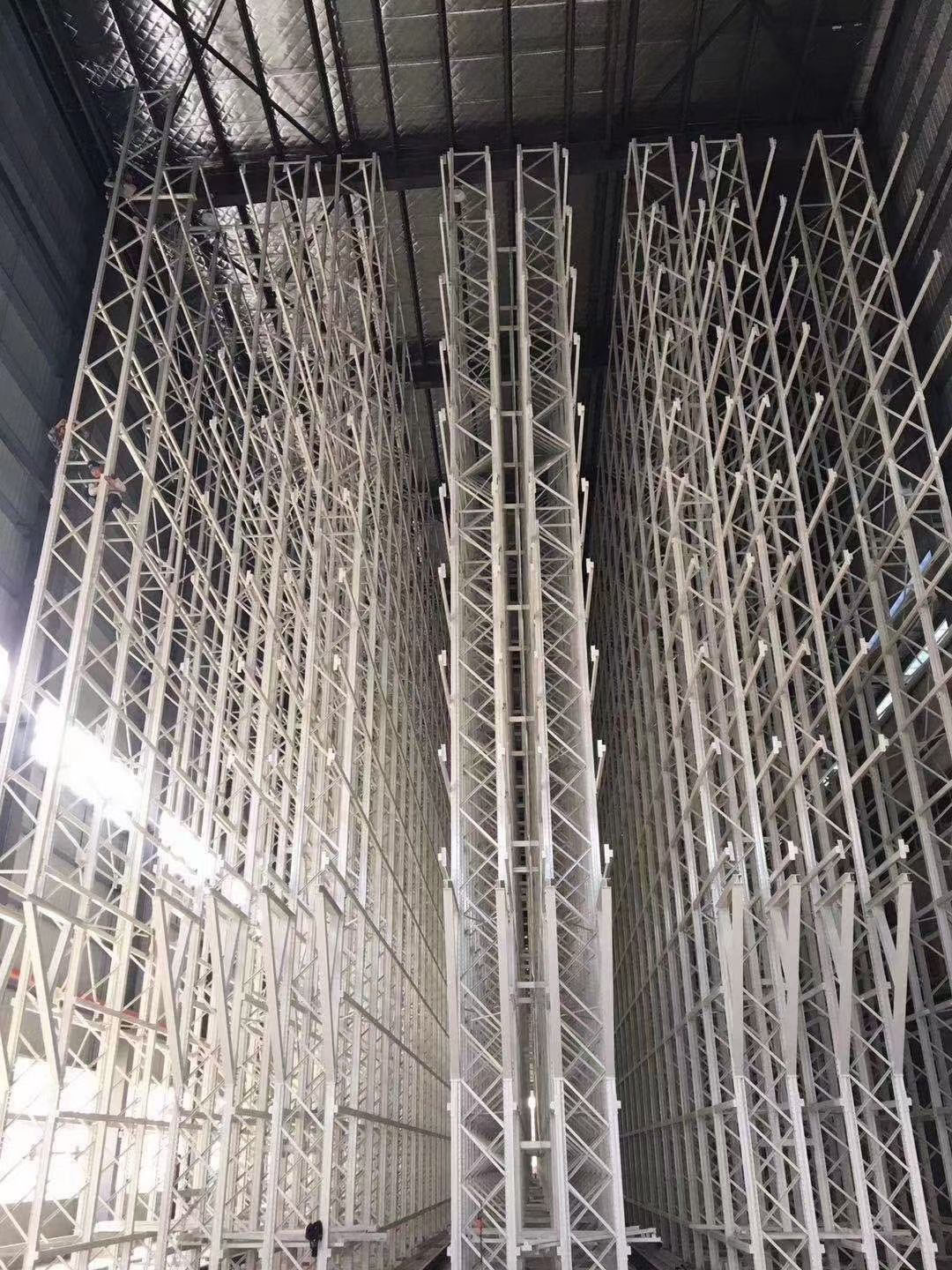
Racking Production
The backbone of any automated warehouse, racking is produced through a controlled sequence:
| Process | Description | Quality Control |
|---|---|---|
| Steel receipt | Certified coils and plates received, inspected | Dimensional check, certificate verification |
| Roll-forming | Profiles formed to specification | In-line gauging, periodic sampling |
| Punching | Connection holes formed | Fixture verification, first-article inspection |
| Welding | Sub-assemblies welded | Visual inspection, weld gauge, NDT sampling |
| Coating | Pretreatment and powder coating | Thickness measurement, adhesion test |
| Final inspection | Complete assemblies inspected | Dimensional check, coating audit, documentation |
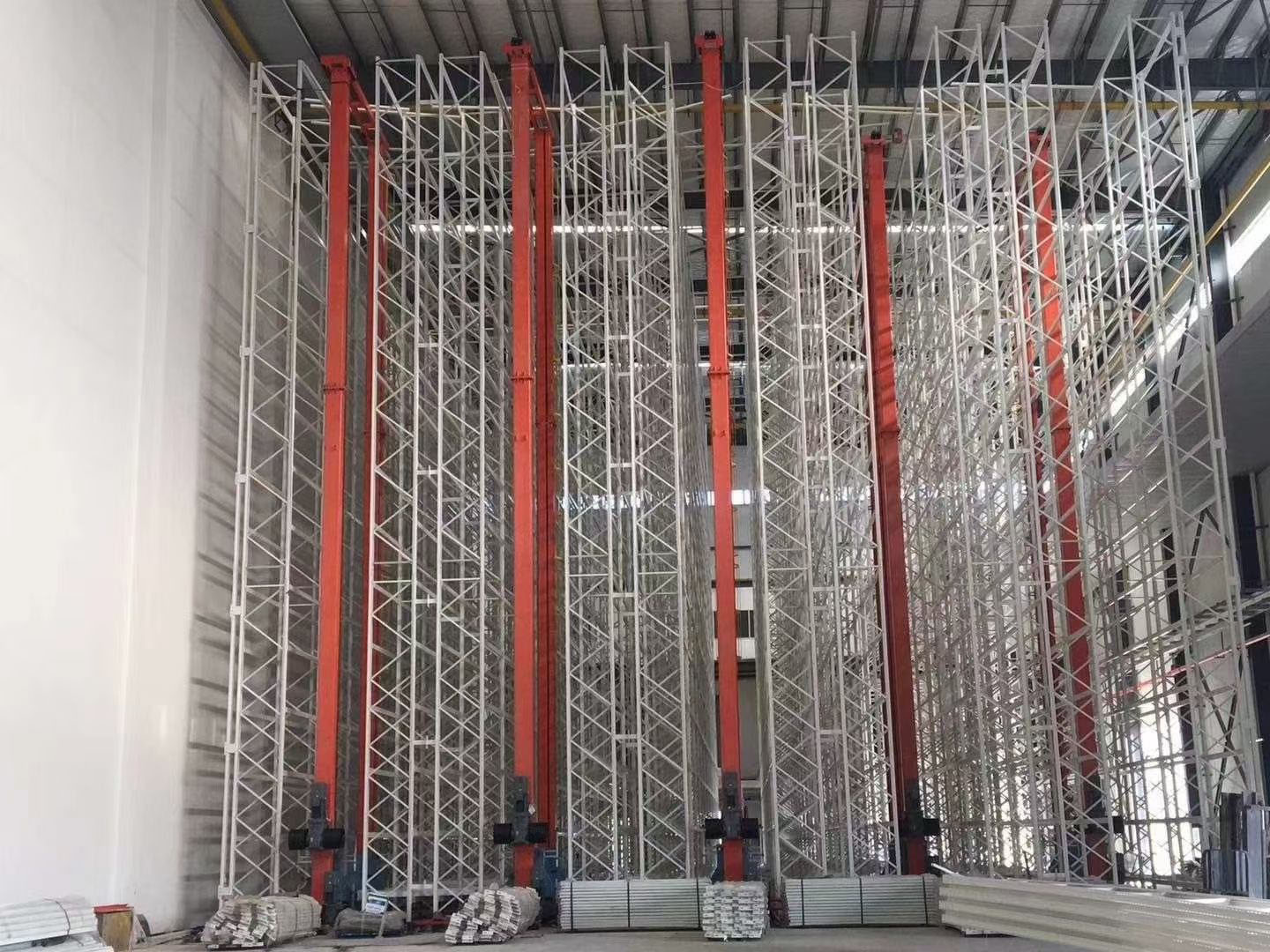
Crane and Shuttle Production
Automated equipment is manufactured with higher precision requirements:
Structural fabrication: Masts, carriages, and bases fabricated from certified steel
Machining: Critical surfaces machined to precise tolerances
Drive assembly: Motors, gearboxes, and drives assembled and tested
Control panel assembly: Panels wired and tested to schematic
System integration: Mechanical, electrical, and control systems integrated
Run-in testing: Equipment operated under load to verify performance
Conveyor Production
Modular conveyor systems are produced with standardization and interchangeability:
Frame fabrication: Roll-formed or fabricated frames to standard lengths
Roller assembly: Rollers with bearings assembled and tested
Drive mounting: Motorized rollers or external drives installed
Sensor installation: Photo-eyes, encoders, and sensors mounted and wired
Section testing: Each conveyor section tested before shipment
Control Panel Production
The intelligence of the system is manufactured with rigorous attention to detail:
Panel layout: Optimized for access, cooling, and maintainability
Wiring: Neat, labeled, and tested to schematic
Component mounting: Drives, PLCs, and other components securely mounted
Safety integration: Safety relays, light curtain interfaces, emergency stops
Functional testing: Panel tested with simulation before shipment
Racking production: Controlled sequence from steel receipt to final inspection; multiple quality checks.
Crane/shuttle production: Higher precision requirements; structural fabrication, machining, drive assembly, run-in testing.
Conveyor production: Modular, standardized; frame fabrication, roller assembly, drive mounting, section testing.
Control panel production: Rigorous attention to detail; layout, wiring, component mounting, safety integration, functional testing.
IV. Quality Assurance: Built-In, Not Inspected-In
Quality Management System
KINGSHELVING operates a comprehensive quality management system aligned with international standards:
ISO 9001 certification: Certified quality management system covering all production processes
Documented procedures: All processes documented, trained, and audited
Continuous improvement: Structured approach to identifying and implementing improvements
Root cause analysis: Formal process for addressing non-conformances and preventing recurrence
In-Process Inspection
Quality is built at every step, not just checked at the end:
First-article inspection: First piece of each production run inspected comprehensively
In-process checks: Operators inspect their own work; supervisors verify critical steps
Statistical process control: Key parameters monitored; trends identified before limits are exceeded
Witness points: Critical operations require inspection by quality personnel before proceeding
Testing and Validation
Before any system leaves the factory, it undergoes rigorous testing:
Structural testing: Load tests on representative samples; weld strength verification
Functional testing: Equipment operated to verify all functions perform as specified
Performance testing: Cycle times, speeds, accelerations measured against requirements
Integration testing: Multiple equipment items tested together to verify handshakes
Burn-in testing: Extended operation to identify early-life failures
Traceability
Every component is traceable throughout production:
Material traceability: Steel heat numbers recorded; certifications retained
Component traceability: Critical components tracked by serial number
Process traceability: Production records link components to processes and operators
Test traceability: Test results linked to specific equipment and components
Final Inspection and Release
No product ships without final authorization:
Complete inspection: All requirements verified against specifications
Documentation package: Test reports, certifications, and records compiled
Quality release: Final sign-off by quality management
Packaging: Appropriate protection for transport and storage
Quality management system: ISO 9001 certified, documented procedures, continuous improvement, root cause analysis.
In-process inspection: First-article, in-process checks, SPC, witness points—quality built at every step.
Testing and validation: Structural, functional, performance, integration, burn-in testing before shipment.
Traceability: Full traceability from raw material through final test—heat numbers, serial numbers, process records.
Final inspection: Complete verification, documentation package, quality release, appropriate packaging.
V. Supply Chain Integration: Beyond the Factory Walls
Strategic Sourcing
While KINGSHELVING manufactures core components in-house, we also partner with qualified suppliers for specialized items:
Supplier qualification: Rigorous evaluation of potential suppliers—capability, quality, reliability
Approved vendor list: Only qualified suppliers used for critical components
Incoming inspection: All supplier materials inspected on receipt
Supplier development: Continuous improvement partnerships with key suppliers
Component Selection
KINGSHELVING selects components for long-term reliability and availability:
Brand selection: Preferred brands with proven reliability and global support
Lifecycle management: Components selected for long-term availability; obsolescence monitored
Standardization: Common components across product lines reduces spares inventory
Substitution options: Alternative sources qualified for critical components
Inventory Management
Production continuity depends on material availability:
Raw material inventory: Strategic stocks of steel and other raw materials
Component inventory: Buffer stocks of long-lead and critical components
Kanban systems: Pull-based replenishment for high-volume items
Supplier managed inventory: Collaborative programs with key suppliers
Logistics and Shipping
Finished products must reach clients safely and on time:
Packaging engineering: Custom packaging designed for each shipment
Loading planning: Optimized loading for transport efficiency
Carrier qualification: Approved carriers with proven performance
Shipment tracking: Real-time visibility of in-transit shipments
Export documentation: Complete documentation for international shipments
Strategic sourcing: Supplier qualification, approved vendor list, incoming inspection, supplier development.
Component selection: Brand selection, lifecycle management, standardization, substitution options.
Inventory management: Raw material inventory, component buffers, Kanban, supplier-managed inventory.
Logistics: Packaging engineering, loading planning, carrier qualification, shipment tracking, export documentation.
VI. Continuous Improvement: The Production Evolution
Lean Manufacturing
KINGSHELVING applies lean principles throughout production:
5S workplace organization: Sort, set in order, shine, standardize, sustain
Value stream mapping: Identify and eliminate waste in production processes
Kanban pull systems: Produce only what is needed, when it is needed
Standardized work: Documented best practices for all operations
Kaizen events: Focused improvement projects with cross-functional teams
Technology Investment
Production capability evolves through continuous investment:
New equipment: Regular investment in advanced manufacturing technology
Automation: Robotic welding, automated handling, CNC machining
Digitalization: Manufacturing execution systems, real-time production monitoring
Industry 4.0: Connectivity, data analytics, predictive maintenance
Workforce Development
Skilled people are essential to quality production:
Training programs: Structured training for all production roles
Certification: Welders certified to applicable standards
Cross-training: Operators trained on multiple processes for flexibility
Safety culture: Continuous focus on safe work practices
Environmental Responsibility
KINGSHELVING is committed to sustainable production:
Waste reduction: Minimizing scrap and optimizing material utilization
Recycling: Steel scrap recycled; packaging materials recycled where possible
Energy efficiency: Energy-efficient equipment and processes
Emissions control: Proper handling of coatings and chemicals
Lean manufacturing: 5S, value stream mapping, Kanban, standardized work, Kaizen events.
Technology investment: New equipment, automation, digitalization, Industry 4.0.
Workforce development: Training, certification, cross-training, safety culture.
Environmental responsibility: Waste reduction, recycling, energy efficiency, emissions control.
VII. The KINGSHELVING Production Advantage
Vertical Integration, Not Vertical Assembly
Many automation providers claim vertical integration but actually perform only final assembly—purchasing major components from external suppliers and assembling them. KINGSHELVING’s vertical integration is true and complete: we manufacture racking from raw steel, fabricate crane structures, assemble drive systems, build control panels, and develop software. This is not assembly; it is manufacturing—and the difference is evident in every aspect of our quality, delivery, and performance.
Quality Embedded, Not Inspected
In conventional production, quality is checked at the end—inspection identifies defects after they have been created. KINGSHELVING’s approach embeds quality throughout the process: capable processes, skilled operators, in-process checks, statistical control. Defects are prevented, not detected. The result is not just higher quality, but predictable quality—consistent, reliable, and verifiable.
Capacity Controlled, Not Constrained
When production depends on external suppliers, capacity is constrained by their availability. KINGSHELVING’s in-house manufacturing gives us direct control over capacity. When demand surges, we add shifts, optimize processes, and expand capability—without waiting for suppliers to respond. Schedule commitments are our commitments to keep, not promises dependent on others’ performance.
Cost Transparent, Not Opaque
Stacked margins and supply chain markups obscure true costs. KINGSHELVING’s vertical integration provides direct visibility into manufacturing costs. Our pricing reflects real costs, not accumulated margins. When we optimize a process, the savings flow to our clients. This transparency builds trust and enables honest, long-term partnerships.
Innovation Accelerated, Not Delayed
When design and production are separate, innovation cycles are slow—designs must be transmitted, interpreted, and implemented by others. KINGSHELVING’s integrated model accelerates innovation. Our engineers work alongside production teams; design improvements are implemented immediately; new ideas are prototyped, tested, and refined without organizational barriers.
Your Design. Our Production. Reality Delivered.
The automated warehouse that performs reliably for decades is not the product of clever design alone. It is the product of faithful execution—of designs translated into reality with precision, consistency, and integrity. It is the product of steel cut to the right dimensions, welds penetrated to the right depth, coatings applied to the right thickness, motors aligned to the right tolerance.
KINGSHELVING’s production capability delivers this faithful execution. It transforms the elegant designs created by our engineers into the rugged, reliable equipment that defines your warehouse operations. It ensures that every component that leaves our factory—every beam, every crane, every shuttle, every panel—is exactly what was specified, exactly when it was promised, exactly as it was designed.
When you entrust KINGSHELVING with production, you are not merely purchasing equipment. You are investing in certainty—the confidence that what was designed will be what is delivered, that what was promised will be what is performed, that what leaves our factory will serve your operation reliably for decades to come.
Your design. Our production. Reality, faithfully delivered.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}