Petrochemical: Engineered Automation for Hazardous Environments & High-Volume Throughput
The petrochemical industry operates at the intersection of extreme scale and extreme risk. A single facility may produce millions of tons of polymers, solvents, and specialty chemicals annually, yet each gram must be traceable to its production batch. The materials handled are often flammable, explosive, corrosive, or sensitive to contamination—demanding storage environments that are not only efficient but inherently safe. Unlike consumer goods warehousing, where optimization focuses primarily on speed and cost, petrochemical logistics is governed by an immutable hierarchy: safety first, compliance second, throughput third.
For decades, petrochemical storage relied on sprawling outdoor yards, manual forklift operations, and fragmented inventory records. Forklifts navigating congested loading areas posed constant fire and spill risks. Batch traceability was paper-based, error-prone, and audit-nightmarish. Expanding storage capacity meant acquiring more land—an increasingly untenable proposition at brownfield sites. The industry recognized the imperative for transformation, yet the path forward was constrained by a fundamental question: Could automation achieve the throughput and density of consumer logistics while satisfying the safety, corrosion-resistance, and hazardous-area certification requirements unique to petrochemicals?
KINGSHELVING answers this question with an unqualified yes. Our automated storage and retrieval solutions are engineered from the ground up for the specific demands of petrochemical production and distribution. We do not adapt consumer-grade automation with bolt-on safety accessories; we design systems whose every component—from structural coatings to control enclosures—is selected and certified for operation in petrochemical environments. From high-bay ASRS for finished polymer pallets to explosion-proof shuttle systems for drummed chemicals, we deliver the safety, traceability, and throughput that this essential industry requires.
I. The Petrochemical Logistics Challenge – Five Critical Dimensions
1. Hazardous Environment Compliance – Automation That Does Not Ignite
The fundamental distinction between petrochemical warehousing and all other logistics verticals is the presence of explosive atmospheres. Volatile organic compounds, combustible dusts, and flammable vapors may be present during storage and handling. A single electrical arc, static discharge, or hot surface can trigger catastrophic consequences.
Petrochemical automation must therefore satisfy rigorous hazardous-area classifications. In the IECEx/ATEX framework, facilities are zoned based on the probability and duration of explosive atmosphere presence. Zone 1 (high probability), Zone 2 (low probability, short duration), and Zone 21/22 (combustible dusts) each impose distinct equipment protection requirements.
KINGSHELVING’s hazardous-area ASRS solutions incorporate:
Explosion-proof control enclosures: Ex d (flameproof) and Ex e (increased safety) rated panels, certified for Zone 1/21 and Zone 2/22 applications
Intrinsically safe circuits: Limited energy levels incapable of causing ignition, for sensors and communication interfaces within hazardous zones
Anti-static engineering: Conductive rack coatings, grounded shelving, and static-dissipative floor interfaces that prevent charge accumulation
Thermal management: Surface temperature limitation on all equipment, ensuring no component exceeds the auto-ignition temperature of stored materials
Sealed drive systems: IP6X-rated motors and gearboxes that prevent ingress of combustible dusts
Real-world proof:
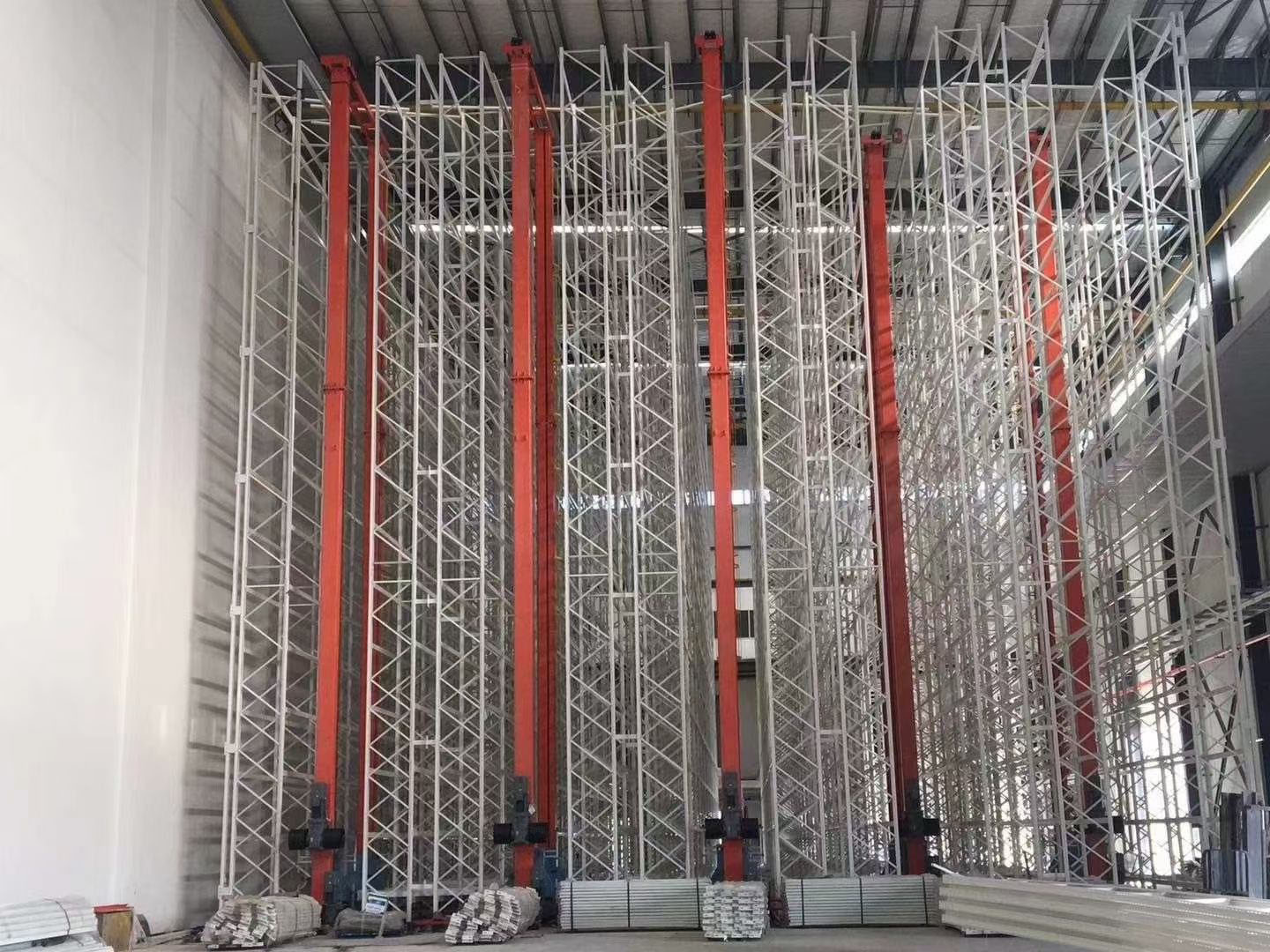
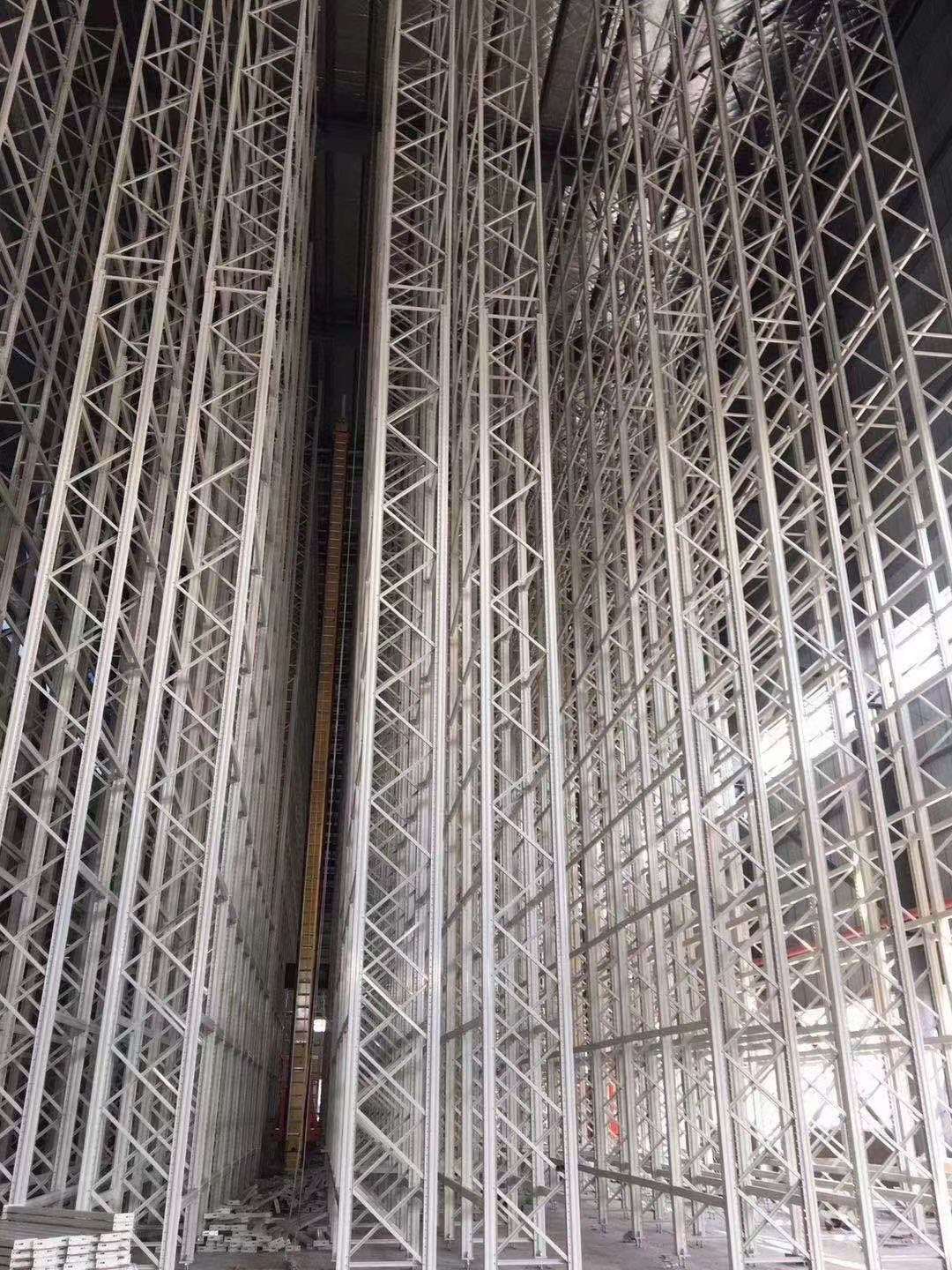
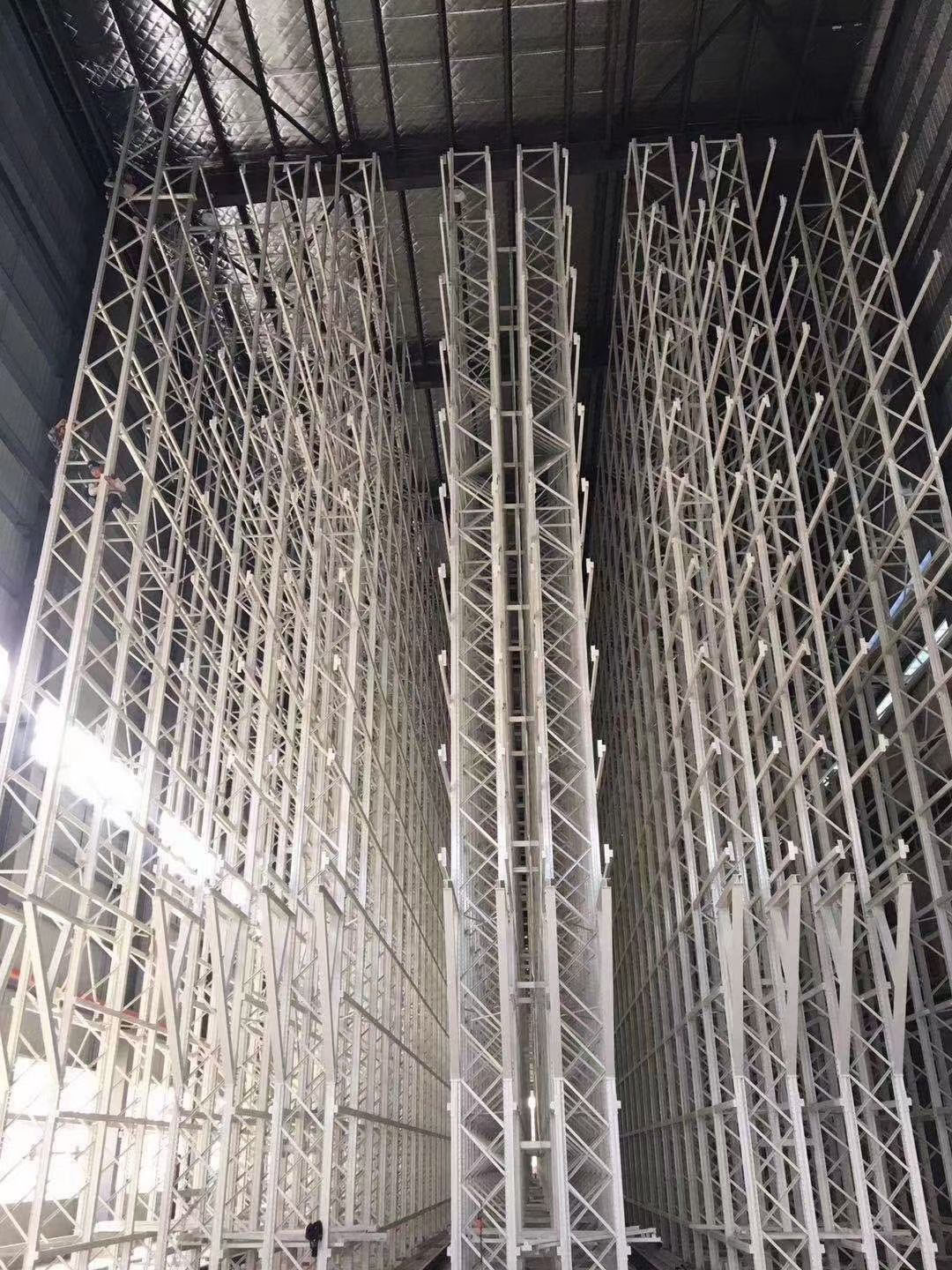
At Jiujiang Petrochemical Plant, KINGSHELVING delivered a 312‑position, single‑aisle beam‑rack ASRS rated at 1,000 kg per position. This system operates in a Zone 2 hazardous area, handling finished polymer pallets and chemical intermediates. Every electrical component—from the stacker crane’s servo drives to the control cabinet’s terminal blocks—is certified for explosive atmosphere operation. The system has completed over 3,500 operating hours with zero safety incidents, demonstrating that high-throughput automation and hazardous-area compliance are not mutually exclusive.
2. Corrosion Resistance – Withstanding Chemical Attack
Petrochemical environments are chemically aggressive. Plasticizers off-gas; catalysts leave acidic residues; salt-laden coastal air accelerates galvanic corrosion. Standard industrial racking, finished with conventional powder coating, may begin to show surface corrosion within months and structural degradation within years.
KINGSHELVING’s petrochemical-grade racking systems are engineered for chemical resilience:
Heavy-duty epoxy coatings: Two-pack, high-build epoxy systems formulated for resistance to acids, alkalis, and hydrocarbons
Hot-dip galvanized options: Complete zinc coating per ISO 1461 for extreme corrosion environments
Stainless steel fasteners: All bolts, nuts, and washers in grade 304/316 stainless steel, eliminating galvanic corrosion at connection points
Sealed base plates: Preventing wicking of spilled liquids into column interiors
Drainage-optimized profiles: Sloped surfaces that prevent pooling of corrosive residues
Real-world proof:
The Jiujiang Petrochemical installation is situated approximately 80 kilometers from the Yangtze River, in an industrial zone with moderate ambient humidity and periodic exposure to process emissions. Our specification for this project included heavy-duty epoxy coating (400 µm DFT) on all structural components, stainless steel fasteners throughout, and sealed column base plates. After three years of continuous operation, annual inspection confirms zero corrosion-related degradation—validating our materials selection for petrochemical applications.
3. Batch-Level Traceability – From Reactor to Customer
Petrochemical products are not fungible commodities. Each production batch carries distinct specifications: melt flow index, density, additive package, and certification status. A single shipment may aggregate multiple batches; a customer complaint requires forensic identification of the specific batch origin. In regulated applications (food-contact polymers, pharmaceutical excipients), batch traceability is a legal mandate.
KINGSHELVING WMS delivers petrochemical-grade traceability:
Batch-level inventory tracking: Every pallet is associated with its production batch, quality status (quarantined/released), and physical properties
Automated FIFO/FEFO enforcement: System-directed putaway and retrieval that respects batch age and expiration requirements
RFID/barcode integration: High-speed capture of batch identity at goods receipt, storage confirmation, and outbound verification
Recall management: One-query identification of all pallets associated with a specific batch, with automated blocking of outbound shipments
ERP synchronization: Real‑time posting of batch inventory transactions to SAP, Oracle, or other enterprise platforms
Real-world proof:
At Jiujiang Petrochemical, our WMS interfaces directly with the plant’s SAP environment. When finished polymer pallets arrive at the ASRS inbound station, they are scanned and registered with their complete batch pedigree: production date, reactor line, quality test results, and material certification. The system enforces strict FIFO discipline—older batches are automatically prioritized for outbound. If a quality hold is placed on a specific batch, the WMS immediately quarantines all affected pallets and prevents any outbound movement. This level of traceability, achieved within a 312-position footprint, mirrors the capabilities deployed in facilities twenty times its scale.
4. Heavy-Duty & Diverse Load Formats – From 25 kg Bags to 1,500 kg Pallets
Petrochemical storage defies standardization. A single facility may handle:
25 kg valve‑sacks of additives on slave pallets
500 kg octabins of engineering plastics
1,000 kg pallets of finished polymer granules
200 kg drums of solvents and intermediates
Flexible Intermediate Bulk Containers (FIBCs) suspended from spreader bars
KINGSHELVING’s ASRS platforms accommodate this diversity through:
Unit-load stacker cranes rated to 1,500 kg: Standard configuration for finished goods pallets, with reinforced models available for heavier loads
Adjustable beam positions: Rapid reconfiguration to accept varying load heights without structural modification
Cantilever rack integration: Within the same ASRS footprint, for long‑goods such as pipe sections and extrusions
Specialized load handling devices: Fork extensions, side-shift mechanisms, and load-centering devices for non‑standard pallets
Real-world proof:
The Jiujiang Petrochemical ASRS is configured for 1,000 kg unit loads, accommodating the client’s standard finished goods pallet (1,200 mm × 1,000 mm) of polypropylene granules. The system’s stacker crane features reinforced forks and a load‑centering mechanism that automatically corrects minor pallet misplacement during retrieval—a critical capability when handling flexible loads that may shift during transport. Cycle time performance: 45 seconds single cycle, 75 seconds dual cycle.
5. Loading Dock Bottlenecks – The Hidden Capacity Constraint
Petrochemical facilities often achieve outstanding manufacturing productivity only to encounter an unexpected bottleneck: the loading dock. Legacy operations using forklift trucks may require 45 minutes or more to load each trailer, creating queues, delaying departures, and limiting the facility’s effective shipping capacity . With existing buildings often landlocked and unable to add additional docks, this constraint becomes a permanent ceiling on throughput.
KINGSHELVING addresses this bottleneck through ASRS‑integrated outbound staging:
Sequenced dispatch: WMS releases pallets in precise trailer-load order, enabling rapid, error‑free loading
Buffer staging: Dedicated outbound lanes within the ASRS that accumulate full truckloads prior to carrier arrival
Dock scheduling integration: Real‑time visibility of dock availability and trailer assignments, synchronized with outbound release logic
Forklift elimination: Direct transfer from ASRS outbound conveyor to automated trailer loading systems (third‑party integration)
Real-world proof:
While the Jiujiang Petrochemical facility’s throughput does not yet require automated trailer loading, our system architecture anticipates this evolution. The outbound conveyor interface is designed to accommodate future integration with dock‑level automated loading systems, and the WMS includes native support for truckload building and sequencing. When production volumes justify the investment, the ASRS is ready to support fully automated dispatch without structural modification.
II. Technology Differentiators – Built for Petrochemical‑Grade Reliability
Hazardous‑Area Certified, Not Retrofit
Many automation vendors offer “explosion-proof” as an option—standard equipment fitted with aftermarket enclosures and special labels. KINGSHELVING’s approach is fundamentally different. Our hazardous‑area ASRS platforms are engineered from component selection upward for Zone 2/22 operation. Every motor, sensor, cable gland, and control element is sourced with applicable ATEX/IECEx certification. The result is not compliance through accommodation, but compliance through design.
Corrosion‑Engineered Structural Systems
Standard industrial racking is manufactured for ambient, non‑corrosive environments. KINGSHELVING’s petrochemical-grade racking undergoes a fundamentally different specification process. Base material chemistry, coating formulation, cure schedule, and fastener metallurgy are all selected for chemical resistance. Our systems are not painted to look corrosion-resistant; they are engineered to be corrosion-resistant.
Batch Traceability as Core Architecture
In consumer goods WMS, batch tracking is often an optional module—functional but peripheral. In KINGSHELVING’s petrochemical WMS, batch traceability is a core architectural feature. The data model, transaction logic, and user interface are all optimized for batch‑centric inventory management. This native capability eliminates the performance penalties and integration complexity associated with retrofitted traceability modules.
Scalable from 300 to 30,000 Positions
Petrochemical facilities span an enormous scale range. A specialty chemical plant may require 300 pallet positions for finished goods; an integrated refining/petrochemical complex may require 30,000 or more. KINGSHELVING’s ASRS platforms scale continuously across this spectrum, using common control architectures, WMS software, and operational logic. A small system installed today can be expanded incrementally as production volumes grow—protecting the client’s initial investment.
III. Cross‑Segment Practice – Proven in Petrochemical Operations
Petrochemical Production – Finished Goods Warehousing
Jiujiang Petrochemical Plant – 312 positions, 1 aisle, 1,000 kg per position. Zone 2 hazardous area installation for polypropylene finished goods. WMS integrated with SAP; batch‑level traceability; FIFO enforcement. System operating since 2023 with zero safety incidents.
Applicable elsewhere: This installation, while modest in scale relative to the 68,860‑position Asian mega‑projects documented in industry literature , demonstrates KINGSHELVING’s capability to deliver hazardous‑area certified ASRS solutions. The same engineering principles—explosion‑proof controls, corrosion‑resistant coatings, batch‑level traceability—are directly scalable to facilities of any size.
Polymer & Plastics Manufacturing
While our polymer‑sector footprint is currently concentrated in food‑grade packaging applications (referenced in our Food & Beverage section), the Jiujiang installation demonstrates our capability for polyolefin finished goods storage. The system’s 1,000 kg load rating, FIFO discipline, and SAP integration are directly applicable to polyethylene, polypropylene, and polystyrene production facilities.
Chemical Distribution
KINGSHELVING has executed multiple projects for chemical logistics operators serving the industrial and agricultural sectors. These installations, while not formally classified as petrochemical, share the same core requirements: hazardous‑area compliance, corrosion resistance, and batch traceability. Our technology transfer between these adjacent verticals ensures that petrochemical clients benefit from our accumulated experience in chemically aggressive environments.
Specialty & Fine Chemicals
The Jiujiang installation’s 312‑position footprint exemplifies the scale typical of specialty chemical production—facilities that manufacture lower volumes of higher‑value products. In these applications, the value density of inventory justifies advanced traceability and security controls. Our WMS’s batch‑level tracking and quarantine management capabilities are directly applicable to pharmaceutical intermediates, agrochemicals, and performance materials.
IV. Beyond Equipment – Total Project Execution for Petrochemical Clients
Hazardous‑Area Competence
KINGSHELVING maintains in‑house engineering competence in hazardous‑area classification, equipment selection, and certification management. Our project teams include engineers qualified in IECEx and ATEX application, enabling us to:
Interpret client‑provided area classification drawings
Select appropriately rated equipment for each zone
Prepare technical documentation for third‑party certification bodies
Coordinate with local inspectors during commissioning
This competence is not outsourced; it is embedded in our delivery process.
Brownfield Implementation Expertise
Petrochemical facilities operate continuously. Shutdown windows are infrequent, brief, and non‑negotiable. KINGSHELVING has developed specialized execution protocols for brownfield petrochemical projects:
Pre‑assembly and factory acceptance testing: Complete system validation at our manufacturing facility before site mobilization
Modular installation sequences: Pre‑configured rack sections and crane assemblies that minimize on‑site fabrication
Weekend/holiday deployment: Installation activities concentrated during planned maintenance outages
Parallel commissioning: New system testing conducted while legacy operations continue uninterrupted
Lifecycle Support in Regulated Environments
Petrochemical facilities operate under stringent safety and environmental regulation. KINGSHELVING’s service organization provides:
Periodic safety inspections: Structural integrity assessment, coating condition monitoring, and electrical certification verification
Spare parts with hazardous‑area certification: Certified replacement components, not commercial‑grade substitutes
Emergency response protocols: 24/7 support with hazardous‑area entry procedures pre‑approved
Retrofit and upgrade services: Addition of aisles, extension of racking, or integration of new handling technologies without compromising area classification
V. Your Operation, Our Commitment
The petrochemical industry does not measure success in pallet positions or inventory turns. It measures success in safety incidents per million hours worked, in batch quality consistency, in the ability to deliver specification‑perfect material to downstream customers shift after shift, year after year. Your logistics operation is not a cost center—it is the final, critical quality gate before your product leaves your control.
KINGSHELVING engineers petrochemical automation with the same discipline, rigor, and uncompromising quality that you apply to your own processes. We understand that a spark from our equipment is not a maintenance issue—it is a potential catastrophe. A coating failure is not a cosmetic defect—it is the beginning of structural degradation. A traceability lapse is not an administrative error—it is a quality escape with regulatory consequences.
Whether it is 312 pallet positions serving a Jiujiang petrochemical plant, or a future installation ten times that scale, our solutions are built for one purpose: to protect your people, preserve your product integrity, and perfect your traceability.
We respect your hazards. We comply with your standards. We deliver your operational certainty.
What we deliver is not a warehouse—it is petrochemical logistics assurance.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}